

公司热线: 18951638188
江苏环创通风设备厂家(图)-通风管道加工厂-南京通风管道加工
江苏环创通风设备有限公司
- 经营模式:生产加工
- 地址:江苏省南京市江宁区禄口镇马甫路188号
- 主营:南京风管加工,南京通风管道加工,南京螺旋风管加工
- 产品详情
- 联系方式
- 产品品牌:江苏环创
- 供货总量:不限
- 价格说明:议定
- 包装说明:不限
- 物流说明:货运及物流
- 交货说明:按订单
- 有效期至:长期有效
江苏环创通风设备厂家(图)-通风管道加工厂-南京通风管道加工 :
南京通风管道厂家,南京风管加工厂,南京风管厂家江苏环创通风设备有限公司是一家专业从事通风管道加工,螺旋风管定做,圆形风管定做,不锈钢风管加工,椭圆风管加工以及其他各种型号形状的生产厂家,包括镀锌法兰或是角钢法兰生产。
环创通风设备有限公司—— 南京通风管道加工
排风设备选型的适用范围:
对于排风设备选型的适用哪些范围?下面由排烟管道的相关人员介绍一下:
A、适用于高温或有异味的车间:如热处理厂、铸件厂、塑料厂、铝型材厂、制鞋厂、皮件厂、电镀厂、各种化工厂。
B、适用于劳动密集型企业:如服装厂,各类装配车间,网吧。
C、园艺温室大棚通风降温、畜牧场降温。
D、特别适用于需要降温又需要一定湿度的场所。如棉纺厂、毛纺厂、麻纺厂、织布厂、化纤厂、经编厂、加弹厂、针织厂、丝织厂、袜厂等各类纺织厂。
E、适用于仓储物流领域。
环创通风设备有限公司—— 南京不锈钢风管加工
对于通风管道产品有哪些特点?下面由通风管道的专业人员介绍一下:
1、通风管道防火性能好:当前普遍存在的问题是成品通风道燃烧性能和耐火极限未经国家有关部门检测,且部分通风道材料的燃烧性能、管壁厚度不符合要求。
2、造价低:通风管道与传统砖砌通风道比,能节约工程造价40%左右;
3、轻质高强:与传统砖砌通风道比,菱镁通风道自重轻、强度高,能大幅度降低建筑物的承受荷载;
4、设计灵活:通风管道可根据预留洞的大小,随时调整管道的规格尺寸;
5、设计独特:通风管道的开口上安装了烟气止回阀和防火隔离门,可以有效防止串味和串火;
6、通风管道施工简单: 增加了室内空间,密闭性好、不返烟、不返臭,能大幅度改善室内环境。









江苏环创通风设备有限公司是一家专业从事通风管道加工,螺旋风管定做,圆形风管定做,不锈钢风管加工,椭圆风管加工以及其他各种型号形状的生产厂家,包括镀锌法兰或是角钢法兰生产。

环创通风设备有限公司—— 南京通风管道加工,南京螺旋风管定做,南京圆形风管定做
成品风管检验规范
1.风管与配件的咬口缝应紧密、宽度应一致;折角应平直,圆弧应均匀;两端面平行。风管无明显扭曲与翘角;表面应平整,凹凸不大于10mm。
2.风管外径或外边长的允许偏差:当小于或等于300mm时,为2mm;当大于300mm时,为3mm。管口平面度的允许偏差为2mm,矩形风管两条对角线长度之差不应大于3mm;圆形法兰任意正交两直径之差不应大于2mm。
3.风管密封处要严密,不允许有漏打胶的现象发生,密封面宜设在风管的正压侧。
4.风管现场拼合时,地面应平整并铺设大芯板,防止镀锌层损坏;风管堆放应平整,避免磕碰。
5.风管外观无严重划痕,表面无污渍(如密封胶残迹等)。
6.同口径风管法兰角孔中心距离偏差应在3mm以内,对角线应在5mm以内。

环创通风设备有限公司—— 南京通风管道生产,南京不锈钢风管加工,南京椭圆风管加工
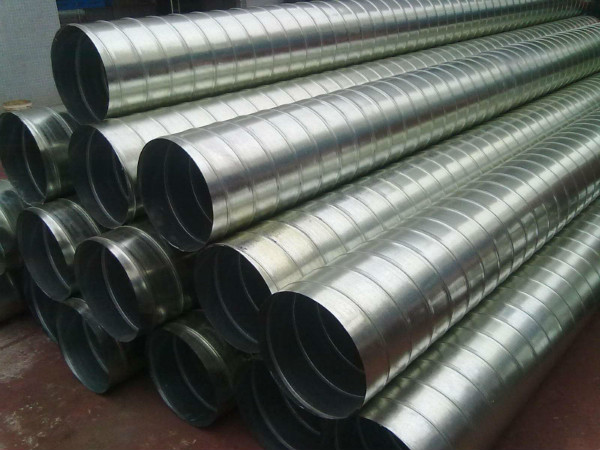
椭圆螺旋风管具有以下优点:
1、有光滑的内表面,无涡流区,摩擦损失和噪声小。
2、风管尺寸一致性好,有较长的连续长度,连接方便,便于安装。
3、占有空间小,可降低建筑的层高,充分利用天花板吊顶的空间。
4、锁缝严密无泄露,螺旋式锁缝具有加强筋作用,风管强度高。
5、工厂化生产,互换性强。有较长的连续长度,连接简便,便于安装。
6、螺旋状咬口提高风管强度,有效降低管壁传声。
7、美观漂亮,有规律的螺旋状咬口,机械制造,独具魅力。
江苏环创通风设备有限公司是一家专业从事通风管道加工,螺旋风管定做,圆形风管定做,不锈钢风管加工,椭圆风管加工以及其他各种型号形状的生产厂家,包括镀锌法兰或是角钢法兰生产。

环创通风设备有限公司—— 南京通风管道加工,南京螺旋风管定做,南京圆形风管定做
螺旋风管的空气流动性好,有效通流面积大,系统压降小,日常运行系统耗电量少。同时由于螺旋风管采用螺旋状咬口,因此相比同等规格的铁皮风管,其强度要高。当空气通过管道进行传递的过程中,由于圆周设有螺旋型咬缝,增加风管的强度,不易产生振动,因此在降低低频噪声传递上,具有良好的隔声效果,能够有效的降低了管壁传声,提高建筑品质。有研究表明,同样采用D200,厚度为26#钢板制作的对缝管与螺旋管,由于螺旋管的刚度高于对缝管,其低频段比后者低3~10dB,中高频段低12~20 dB。在相近风管截面、风管材料厚度相同的前提下,在低频段椭圆螺旋风管的隔声量优于矩形风管10dB左右。

环创通风设备有限公司—— 南京通风管道生产,南京不锈钢风管加工,南京椭圆风管加工
角铁法兰风管检验规范
1.角铁法兰下料要求准确,螺栓孔距离要均匀,铆钉孔位置合理,无特殊要求应间距150mm以内。
2.角铁法兰焊接应平整,尺寸要合理,对角线误差应在3mm以内,对焊处应当无明显落差,焊缝处应当清理药皮,防止喷漆后脱落,无烧透,漏焊等现象。
3.角铁法兰批量生产时,部分焊接完成后应抽检,检查螺栓孔是否对齐,及时进行调整,以保证螺栓孔位置一致。
4.角铁法兰喷漆应当均匀密布,无漏喷现象,搬运过程中尽量减少防锈漆的磨损和掉落。
5.角铁法兰铆接时侧面应当与镀锌板连接紧密,缝隙应在2mm以内,搬边应当平整,与角铁法兰无缝隙,铆接完成后风管外观无严重划痕及污渍。
6.其他要求同共板法兰风管。
