

公司热线: 18951638188
螺旋风管加工-江苏环创通风设备厂-江苏附近加工螺旋风管
江苏环创通风设备有限公司
- 经营模式:生产加工
- 地址:江苏省南京市江宁区禄口镇马甫路188号
- 主营:南京风管加工,南京通风管道加工,南京螺旋风管加工
- 产品详情
- 联系方式
螺旋风管加工-江苏环创通风设备厂-江苏附近加工螺旋风管 :
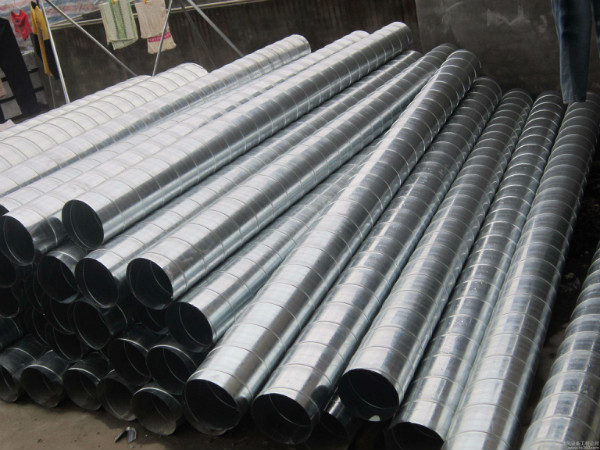
南京通风管道厂家,南京风管加工厂,南京风管厂家江苏环创通风设备有限公司是一家专业从事通风管道加工,螺旋风管定做,圆形风管定做,不锈钢风管加工,椭圆风管加工以及其他各种型号形状的生产厂家,包括镀锌法兰或是角钢法兰生产。注意承接订单范围江苏省,南京市,以及玄武区,秦淮区,鼓楼区,建邺区,栖霞区,浦口区,六合区,江宁区,溧水区,高淳区等。公司拥有国际上应用广泛的全套金属螺旋风管、配件生产流水线,包括JPX自动制管成型机、R1530等离子切割机、CU-30缀缝熔接机、立得锁定机、COMBI三角段锁定机等,另外还引进了美国AMD自动冲床,及国内先进的数显折边机,剪板机,园法兰成型专用机,镀锌冲孔C型钢等一系列风管配件制造设备,从而从根本上保证产品质量的先进性。

环创通风设备有限公司——南京通风管道加工,南京螺旋风管定做,南京圆形风管定做
施工方法
(1)根据图纸及大样风管不同的几何形状和规格、分别进行划线展开。
(2)板材剪切必须进行下料的复核,以免有误,按划线形状用机械剪刀和手工剪刀进行剪切。
(3)剪切时,手严禁伸入机械压板空隙中。上刀架不准放置工具等物品,调整板料时,脚不能放在踏板上。使用固定式震动剪两手要扶稳钢板,手离刀口不得小于5cm,用力均匀适当。
(4)板材下料后在轧口之前,必须用倒角机或剪刀进行倒角工作。
(5)咬口宽度和留量根据板材厚度而定,应符合要求构造和焊接方法而定。

环创通风设备有限公司——南京通风管道生产,南京不锈钢风管加工,南京椭圆风管加工
(7)铆钉连接时,必须使铆钉中心线垂直于板面,江苏螺旋风管加工厂家,铆钉头应把板材压紧,使板缝密合并且铆钉排列整齐、均匀。板材之间铆接,一般中间可不加垫料,设计有规定时,按设计要求进行。
(8)咬口连接根据使用范围选择咬口形式。适用范围可参照下表。
(9)咬口时手指距滚轮护壳不小于5cm,手柄不准放在咬口机轨道上。
(10)咬口后的板料将画好的折方线放在折方机上,置于下模的中心线。操作时使机械上刀片中心线与下模中心线重合,江苏附近加工螺旋风管,折成所需要的角度。
(11)折方时应互相配合并与折方机保持一定距离,以免被翻转的钢板或配重碰伤。
(12)制作圆风管时,将咬口两端拍成圆弧状放在卷圆机上圈圆,按风管圆径规格适当调整上、下辊间距,操作时,手不得直接推送钢板。
(13)折方或卷圆后的钢板用合口机或手工进行合缝。操作时,用力均匀,不宜过重。单、双口确实咬合,无胀裂和半咬口现象。
江苏环创通风设备有限公司是一家专业从事通风管道加工,螺旋风管定做,圆形风管定做,不锈钢风管加工,椭圆风管加工以及其他各种型号形状的生产厂家,包括镀锌法兰或是角钢法兰生产。注意承接订单范围江苏省,南京市,以及玄武区,秦淮区,鼓楼区,建邺区,栖霞区,浦口区,六合区,江宁区,溧水区,高淳区等。公司产品广泛应用于通风、空调、净化、除尘、物料输送及混凝土现浇件的透空管等领域,特别适合于机场、体育馆、展览厅、影剧院、大会堂、超市、纺织工厂等大面积高空间场馆,公司将以精良的设备、高品质的产品,提供全方的优质服务。

环创通风设备有限公司——南京通风管道加工,南京螺旋风管定做,南京圆形风管定做
通风、空调系统实测总风量过大现象:
风机和电机运转正常,电机运转电流超过额定电流,各风口的出口风速较大。
原因分析:
(1)空气洁净系统各级空气过滤器初阻力小;
(2)系统总风管无调节阀;
(3)风机选用不当。
防治措施:
(1)空气洁净系统在试车阶段高效空气过滤器没有安装,系统阻力远比设计的要小。系统的阻力有一点变化,风机风量就有较大的变化。因此试车中应随时注意电机运转的电流值,并控制在额定范围内。一般采用调节总风管的调节阀开度的方法来控制风量。系统正常运转后将随着运行时间增加,空气过滤器的阻力也不断增加,再逐渐开大总风管风量调节阀的开度,使总风量达到基本稳定;
(2)系统总风管无风量调节阀,会造成风量过大而使电机超载,有烧毁电机的wei险;
(3)风管系统设计时,管网系统阻力估算较大,而实际阻力较小,因此实际风量比设计风量大。解决办法:一、将总风管的风量调节阀开度减小,增大管网阻力,实际风量减至给定值;二、重新选用风机或改变风机的转数。

环创通风设备有限公司——南京通风管道生产,南京不锈钢风管加工,南京椭圆风管加工
通风、空调系统实测总风量过小规范要求:
系统无生产负荷的联合试运转及调试应符合下列规定:1 系统总风量调试结果与设计风量的偏差不应大于10%;
通风工程系统无生产负荷联动试运转及调试应符合下列规定:1 系统联动试运转中,设备及主要部件的联动必须符合设计要求,动作协调、正确,无异常现象;2系统经过平衡调整,各风口或吸风罩的风量与设计风量的允许偏差不应大于15%。
现象:风机和电机的转数正常,风机运转无异常现象,电机输入电流与电机的额定电流相差较大,各送(排)风口风量小。
原因分析:
(1)空调器内的空气过滤器、表面冷却器、加热器堵塞;
(2)总风管或支风管的风阀关闭;
(3)风阀质量不高,局部阻力过大;
(4)设计选用的空调器不当;
(5)设计选用的风机全压和风量过小。
防治措施:
(1)风机运转前,螺旋风管加工,空调器内应清扫干净,对初效过滤器进行清除,减少空气的阻力;
(2)测定总风量时,首先应将各支管及风口风阀全部开到很大位置,然后根据风机的电机运转电流将总风阀逐渐开至很大位置(以不超过电机额定电流为准)。如全部风阀开至很大,其总风量仍很小(运转电流仍很小),应检查风阀开启位置是否正确;
(3)对风阀质量有怀疑时,应从系统中拆下,检查风阀的叶片与联杆是否有脱落现象;
(4)对风管系统检查产生局部阻力较大的部位,江苏镀锌螺旋风管加工,并根据实际情况提出改进措施,以减少风机的压力损失;
(5)空调器内的气流速度应保持在一定范围内,设计时考虑的表冷器或加热器的冷热负荷,尤其不应忽略气流速度过大增加的动压损失。

江苏环创通风设备有限公司是一家专业从事通风管道加工,螺旋风管定做,圆形风管定做,不锈钢风管加工,椭圆风管加工以及其他各种型号形状的生产厂家,包括镀锌法兰或是角钢法兰生产。注意承接订单范围江苏省,南京市,以及玄武区,秦淮区,鼓楼区,建邺区,栖霞区,浦口区,六合区,江宁区,溧水区,高淳区等。公司拥有国际上应用广泛的全套金属螺旋风管、配件生产流水线,包括JPX自动制管成型机、R1530等离子切割机、CU-30缀缝熔接机、立得锁定机、COMBI三角段锁定机等,另外还引进了美国AMD自动冲床,及国内先进的数显折边机,剪板机,园法兰成型专用机,镀锌冲孔C型钢等一系列风管配件制造设备,从而从根本上保证产品质量的先进性。

环创通风设备有限公司——南京通风管道加工,南京螺旋风管定做,南京圆形风管定做
金属风管制作
材料要求
(1)所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文件。
(2)制作风管及配件的钢板厚度应符合下表的规定。
(3)镀锌薄钢板表面不得有裂纹、结疤及水印等缺陷,应有镀锌层结晶花纹。
作业条件
(1)集中加工应具有宽敞、明亮、洁净、地面平整、不潮湿的厂房。
(2)现场分散加工应具有能防雨雪、大风及结构牢固的设施。
(3)作业地点要有相应加工工艺的基本机具、设施及电源和可靠的安全防护装置,并配有消防器材。
(4)风管制作应有批准的图纸、经审查的大样图、系统图,并有施工员的技术质量及安全交底。
环创通风设备有限公司——南京通风管道生产,南京不锈钢风管加工,南京椭圆风管加工
江苏螺旋风管加工厂家-螺旋风管加工-江苏环创通风设备厂由江苏环创通风设备有限公司提供。行路致远,砥砺前行。江苏环创通风设备有限公司(www.jshctf.com)致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为风机、排风设备较具影响力的企业,与您一起飞跃,共同成功!
